- For both BB and NNPB productions
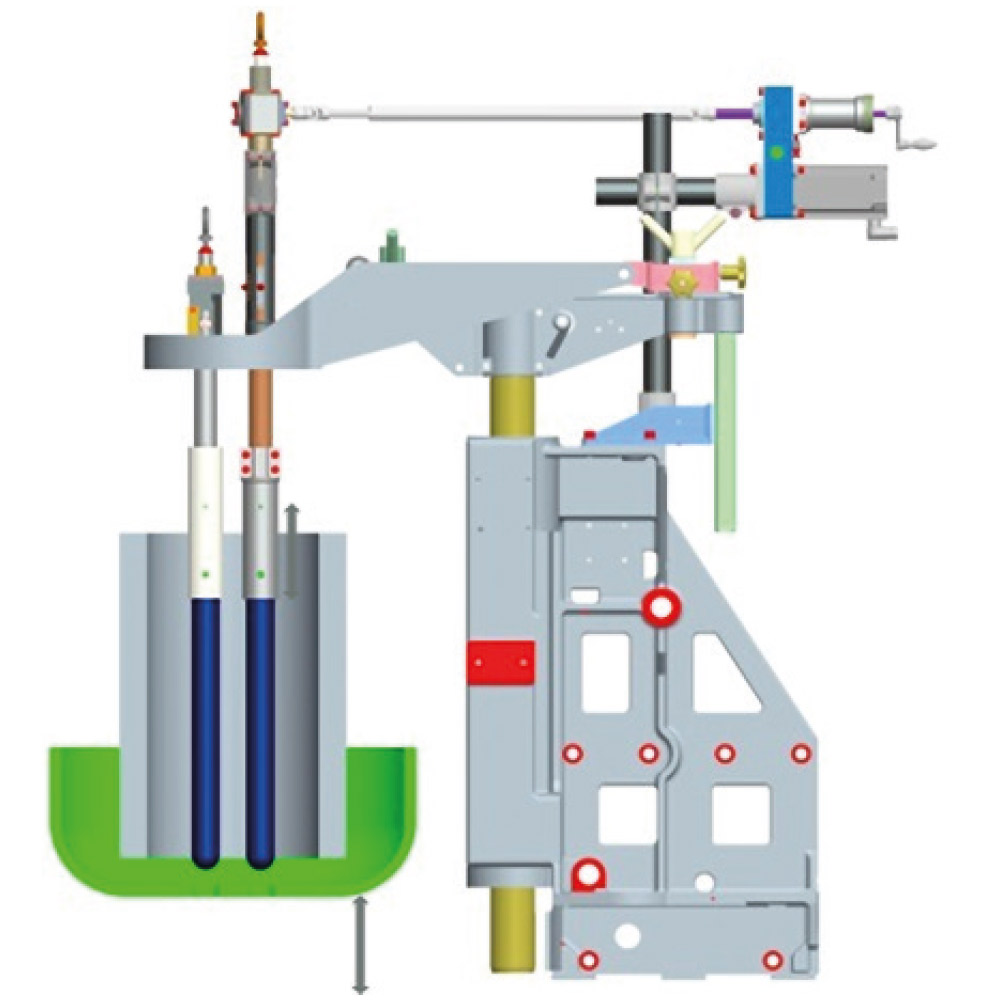
- Integrated THD (Tube Height Device) and PAC (Plunger Adjustment Control)
- Full stroke plunger motion tracking in NNPB
- Integrated Weighing Station for BB
Automation
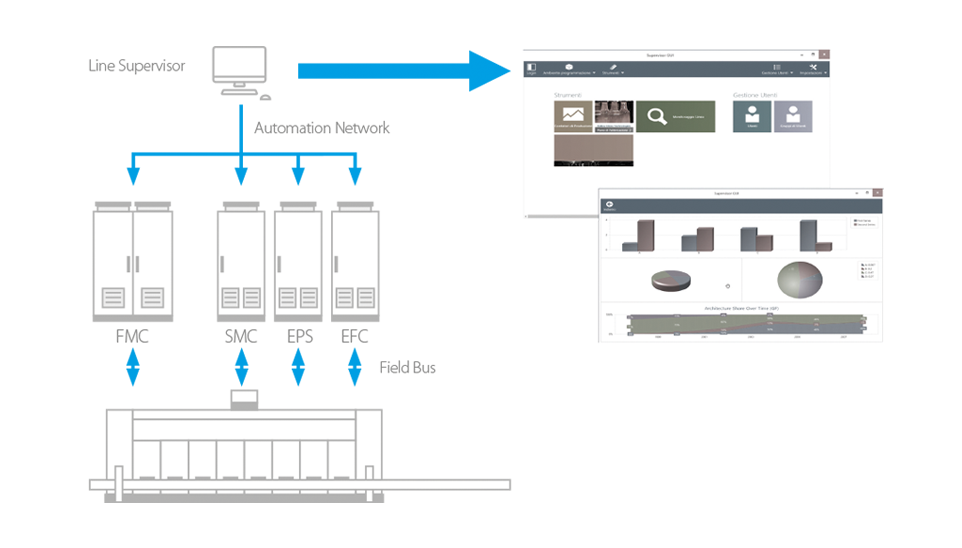
The layered structure of the Bottero Automation Architecture sets its fundamentals pillars on control systems (E-pack 700 series), data and measurements characterizing the production line. Data & measurements are gathered, organized, consolidated and stored into an intermediate middleware called Process Data Integration Hub. On top of this layer, Tier 1 controls implement their functionalities managing specific sub-phases of the production process (DFS, Gob Weight control for BB, Plunger Motion Control, etc...). The process automation system represented by the BoX coordinates the Tier 1 controls and implements process automation features, with the target to control and stabilize the whole production process. Moving from bottom to top, DATA are manipulated and processed to extract process INFORMATION.
Bottero Integrated Automation Platform
- Full standardization of HW components, SW modules and communication interfaces
- Unique, integrated development platform putting together:
– Supervisory platform with open interface toward external Systems
– Wide configuration capability of timing special cycles - Tier 1 close-loop controls (DFS, GWC for BB, Servo Plunger, Prop. Valves 2.0, MWM)
- Process view close-loop controls (BoX)
Open Supervisory Platform
Production counters and data gathered and made available for external applications to measure line performance
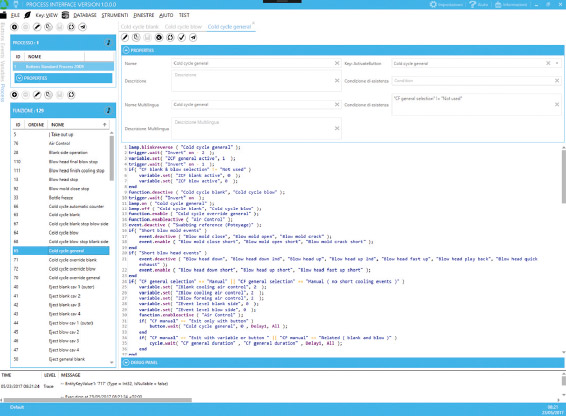
Configuration of Timing Special Cycles
- Bottero proprietary language to program and customize Timing Special cycles.
- Robust and easier safety controls
- Interface towards external system

Tier 1 close-loop controls
Open Supervisory Platform
Servo Plunger integrated with DFS
Fully integrated with DFS to implement gob weight control functionalities without the need of position sensors.
Servo Plunger integrated with DFS
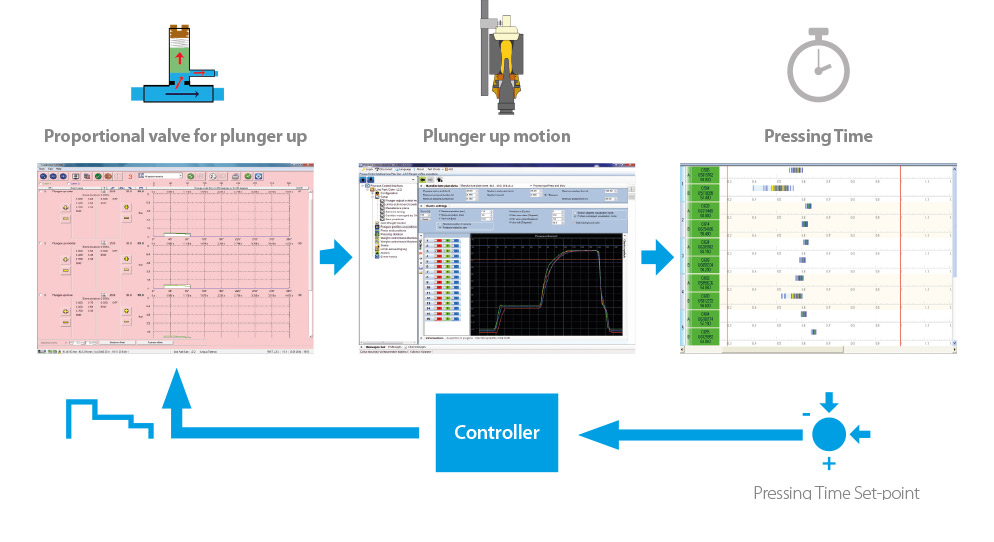
System to automatically regulate the pressure profile (duration and pressure levels) of the proportional valves controlling the plunger up movement for PB productions, with the aim to:
- Equalize and keep stable the motion profile of each plunger mechanism to minimize container defect
- Keep stable the required pressing time to get homogeneous behaviors in dynamic environments
- Avoid over-pressures during the plunger up phase
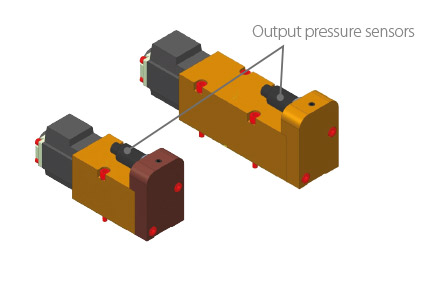
Bottero Proportional Valves 2.0
- Close loop on the output pressure based on a dedicated sensor
- Two valve types
- Possibility to electronically configure the valve type (flow or pressure)
- Complete mechanic retrofit with existing bases
- Same operator interface with control electronic
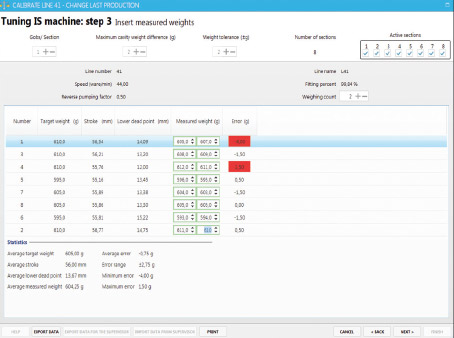
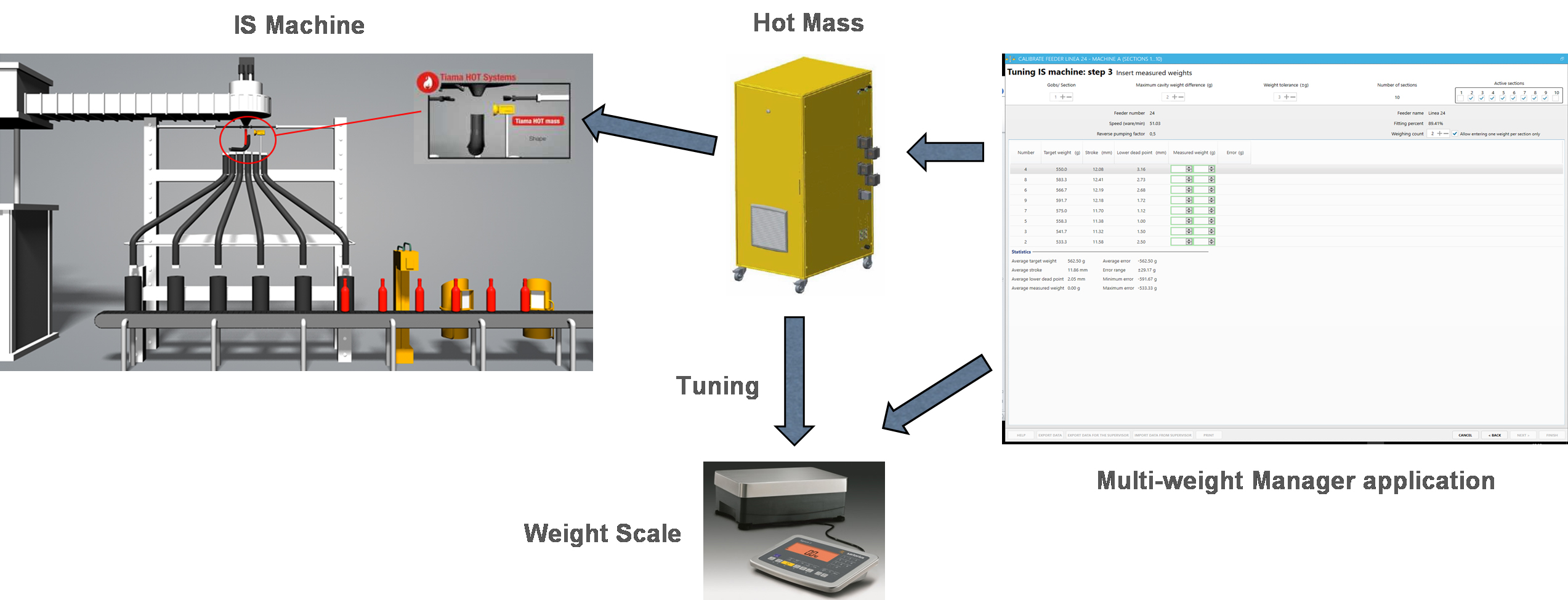
Multi Weight Manager Application
- Tool to support setup and control of productions with multiple weight articles
- Optional plug-in of Bottero servo feeder
- The variable gob weight is achieved regulating the plunger parameters of the servo feeder
- Capability to compensate glass accumulation phenomenon due to the return trajectory of the needles
- Commercial weight scales can be optionally integrated for automatic weight acquisition
- The tool can interwork with Tiama HOT mass, a camera system measuring speed and volume of the gob while falling, with the main objectives to automatically regulate the weight of the gob and to control its shape. This integration offers significant advantages compared to the other solutions:
- No need to manually weight the produced bottles
- No production losses due to manual weighting
- Possibility to setup multi-weight productions (at feeder level) while other operators change equipment at shop floor for the new jobs to be put in production. In this way, as soon as the IS machine is ready for production, the multi-weight gob setup is already up-and-running.
Process View close-loop controls
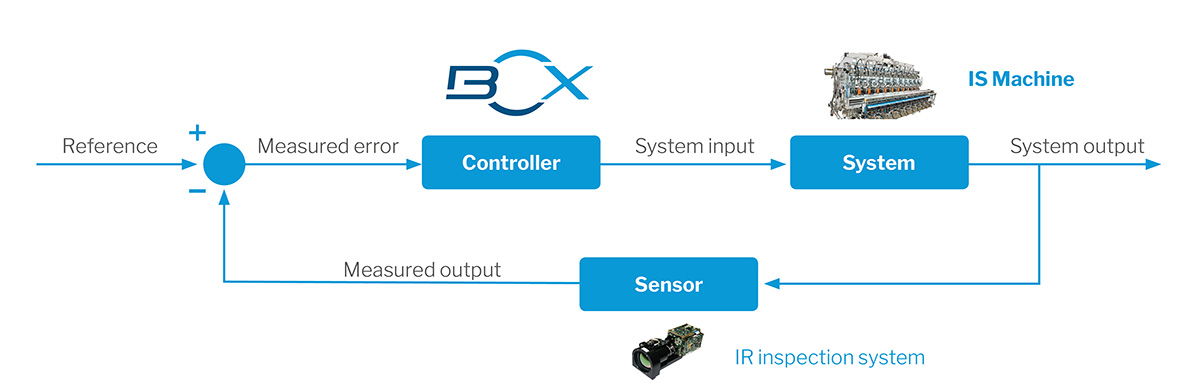
The ‘’process-view close loop control’’ represents a key evolutionary step: from tier1 loops (in charge to control sub-processes) to systems looking at the forming process from a higher level perspective, of which BoX is a unique example, putting the produced containers at the center of the measuring processes at the Hot-End.
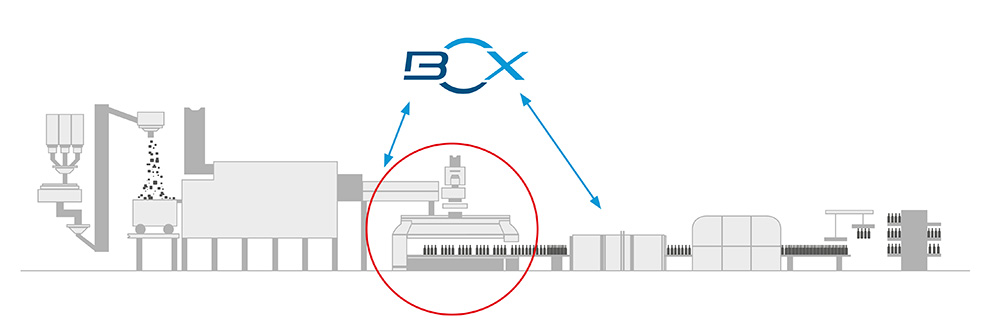
Looking at a complete hollow glass production line, from batch to palletizers, the essential element to control is the HE forming process: mastering the forming process is key to be able to control the overall production line.
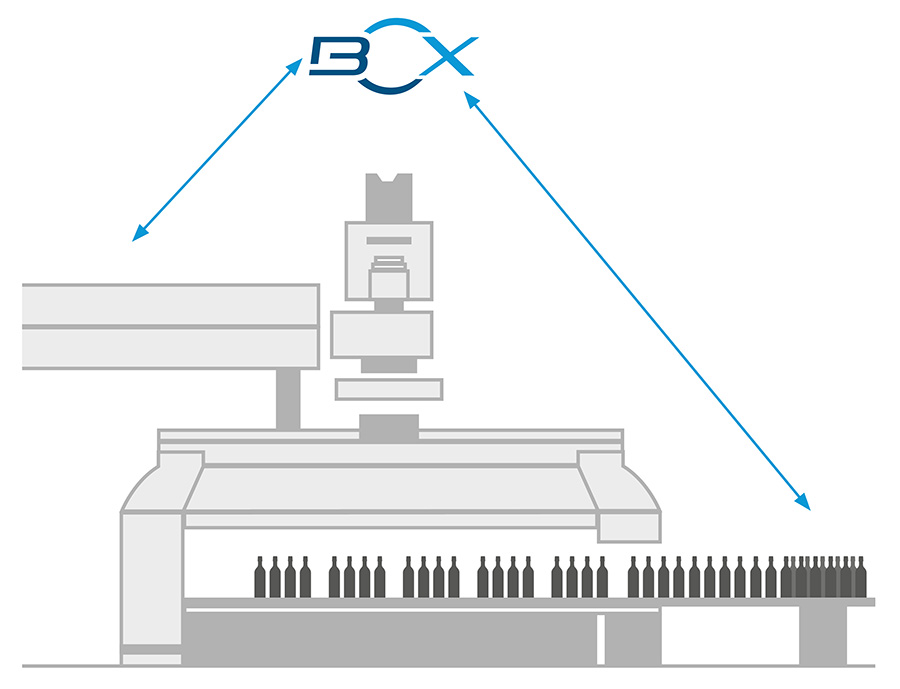
The Box Platform
Automation platform implementing process monitoring and automation functions related to:
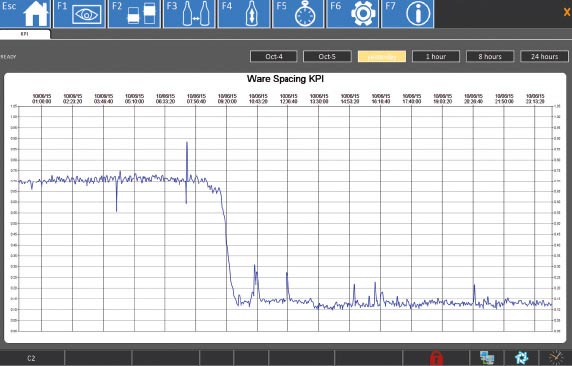
- Automatic control and optimization of ware spacing
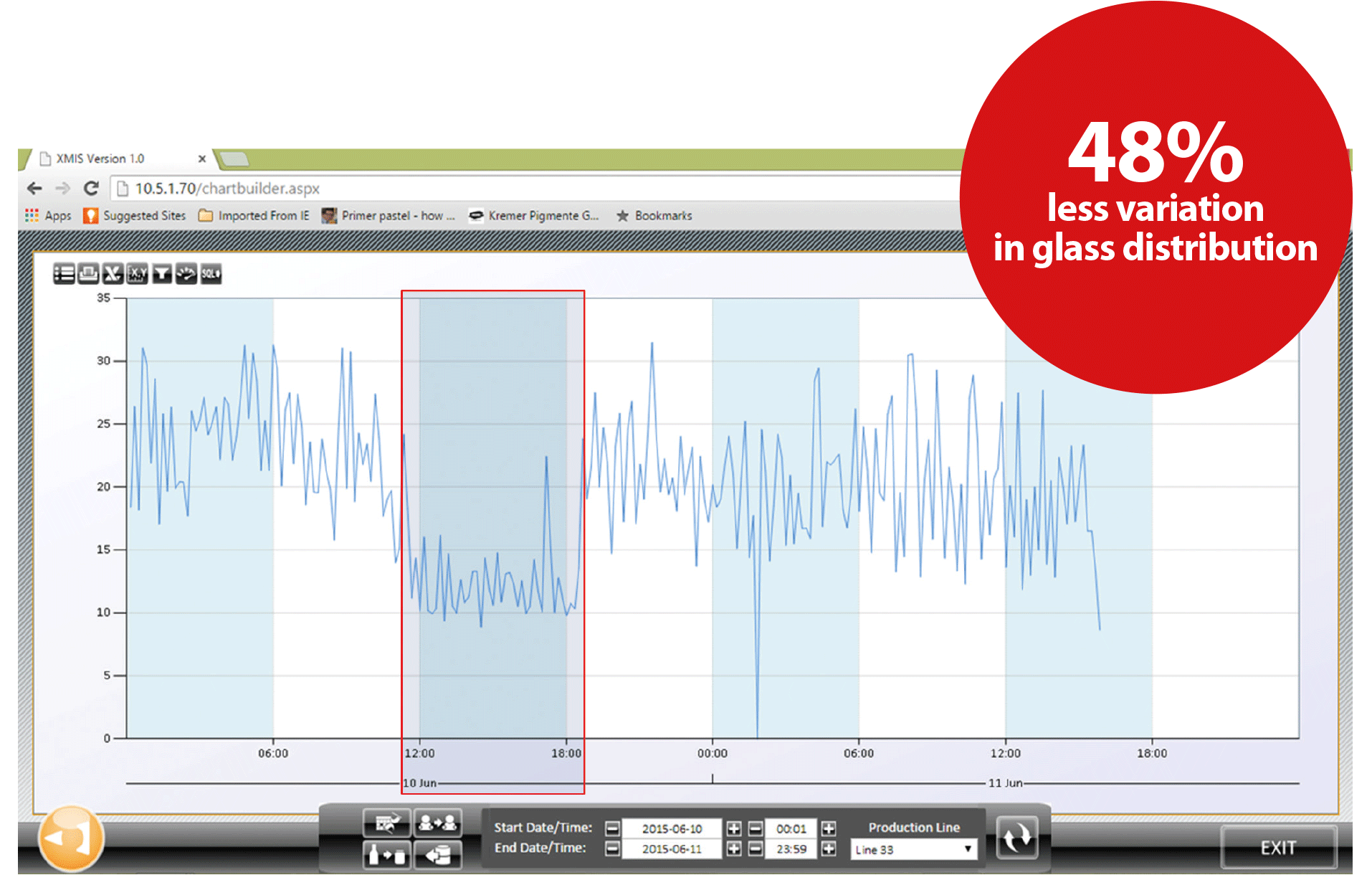
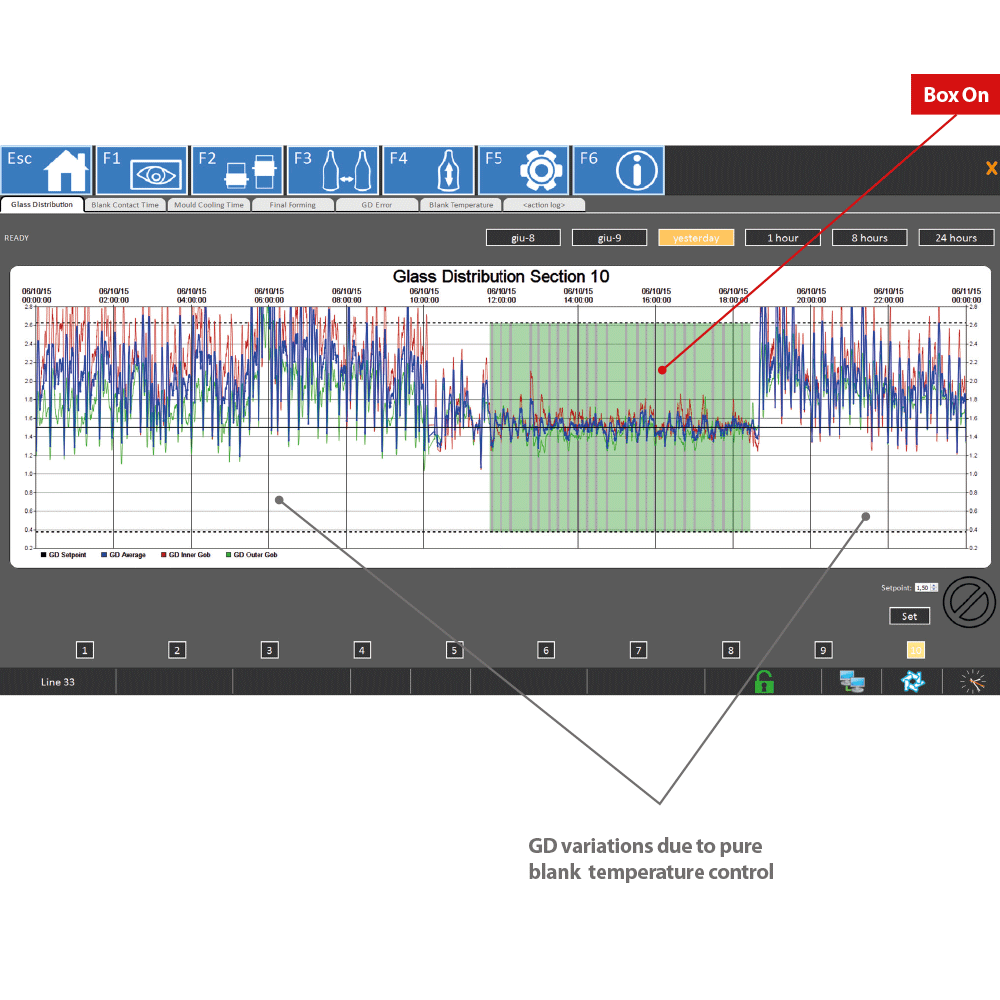
- Automatic control and optimization of vertical glass distribution (VGD)
Ware Spacing Control and Optimization
- Implement the automatic control and optimization of ware spacing
- Achieve a stable ware spacing between all bottles
Benefits
- Less stuck and fallen ware
- Less coating hood jams
- Faster job changes
Goals of Vertical Glass Distribution Control
The BoX controls and maintains the vertical glass distribution under continuously changing operational conditions (due to the environment and to the production process):
- Feeder temperature & pull changes
- Glass conditions changes
- Temperature changes
- Blank heat transfer changes (new Blank)
- Blank swabbing
- Section stop/start
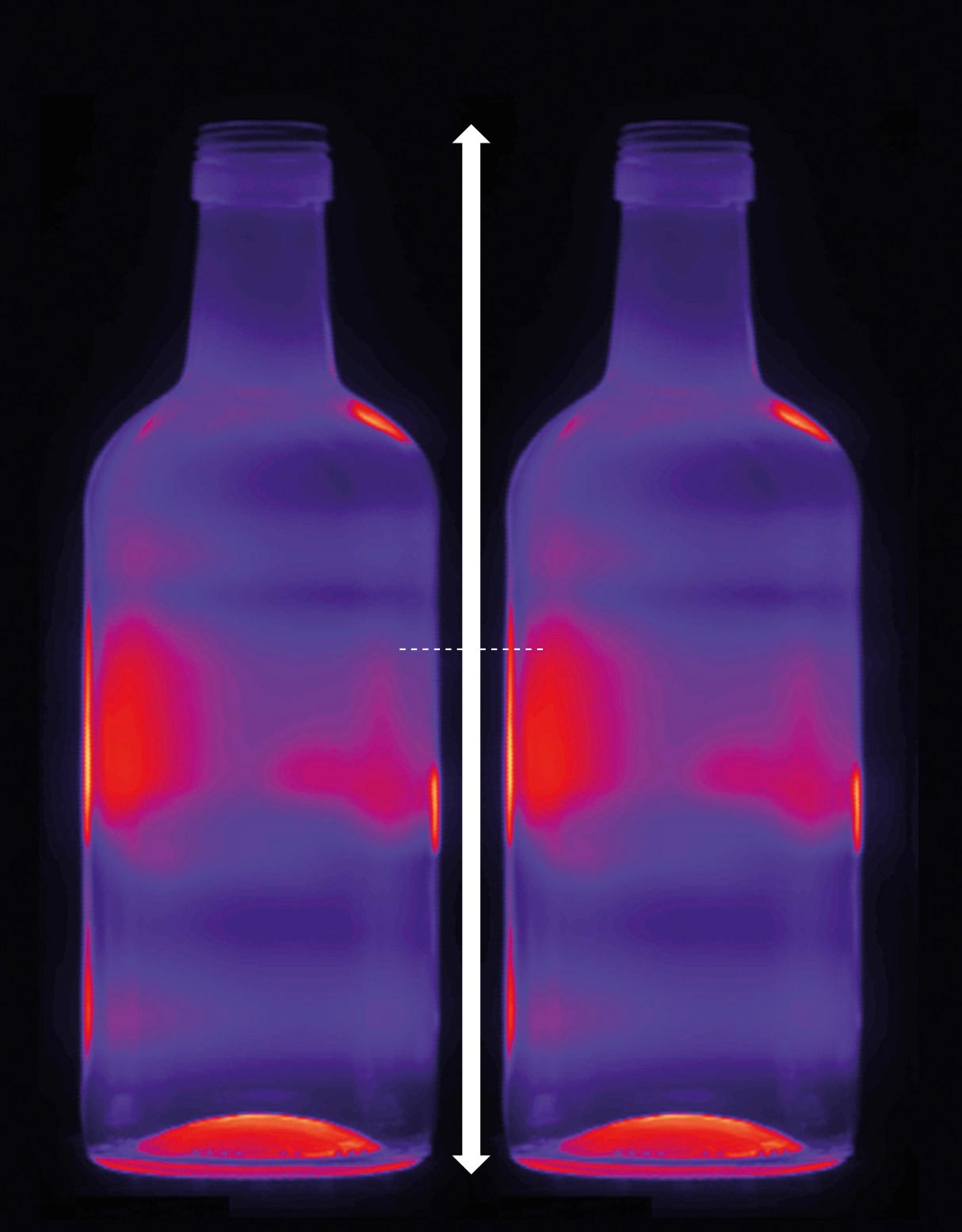
BoX effects on VGD
- Less VGD variations on single containers
- Less VGD variations over time (process variations)
- Less VGD variations between different sections
- All bottles with the same glass distribution profile
Bottero Proportional Valves 2.0
The blank temperature control implemented by the BoX is based on the effects observed on the produced containers, thus to enforce the overall control of the Vertical Glass Distribution.
BoX keeps constant the vertical glass distribution, not just blanks temperature
Evolution of the BoX concept
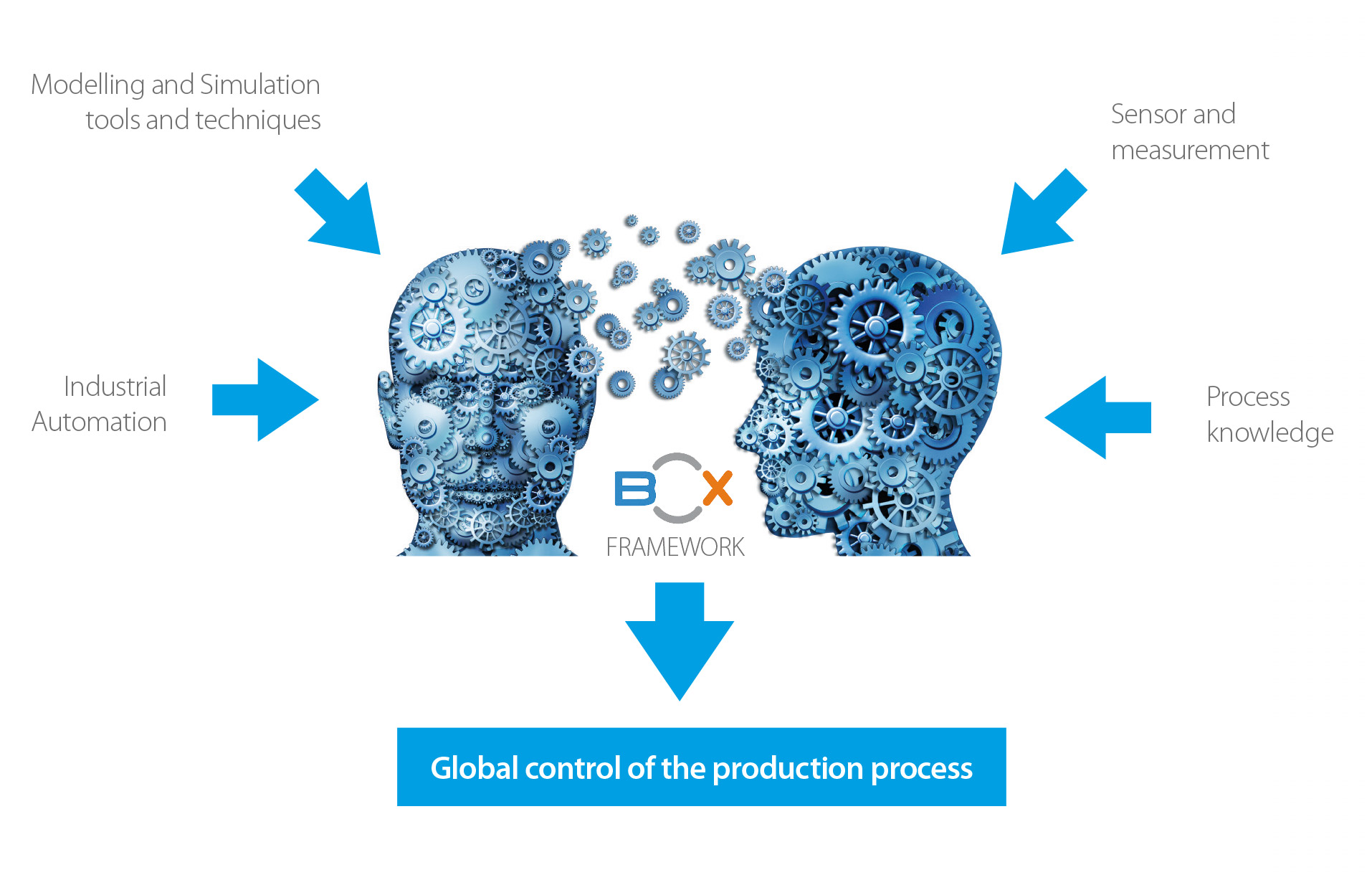
The BoX platform is evolving to embrace a wider set of automatic controls and applications, putting together Process knowledge, sensors and measures on the most critical process areas, taking advantage from modelling and simulation techniques to create new models for automatic controls, using industrial automation to implement them as part of the Bottero automation platform and create a global system to control and optimize the production process.
The roadmap towards a predictive model of the production process
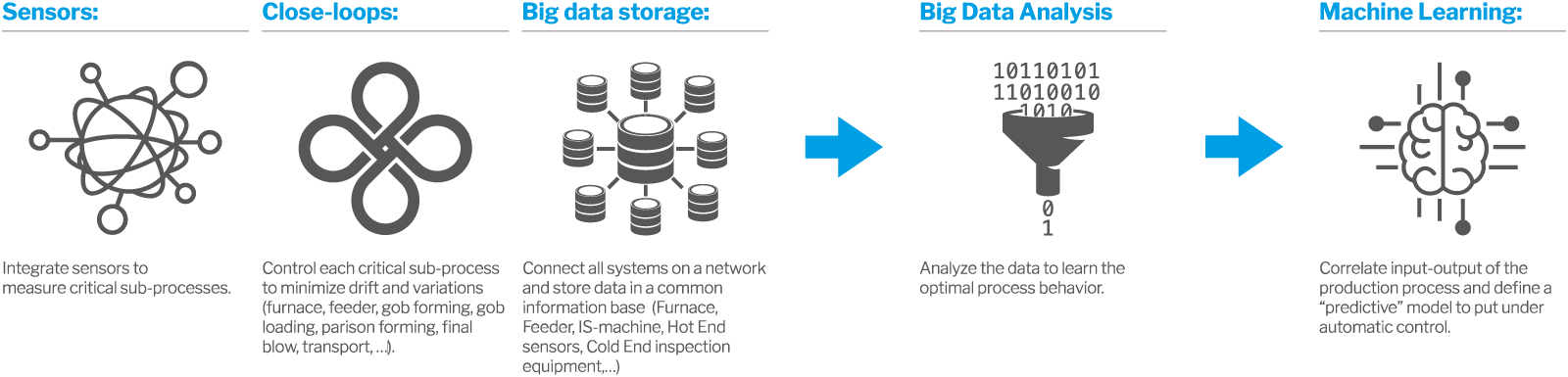
Big Data Analysis
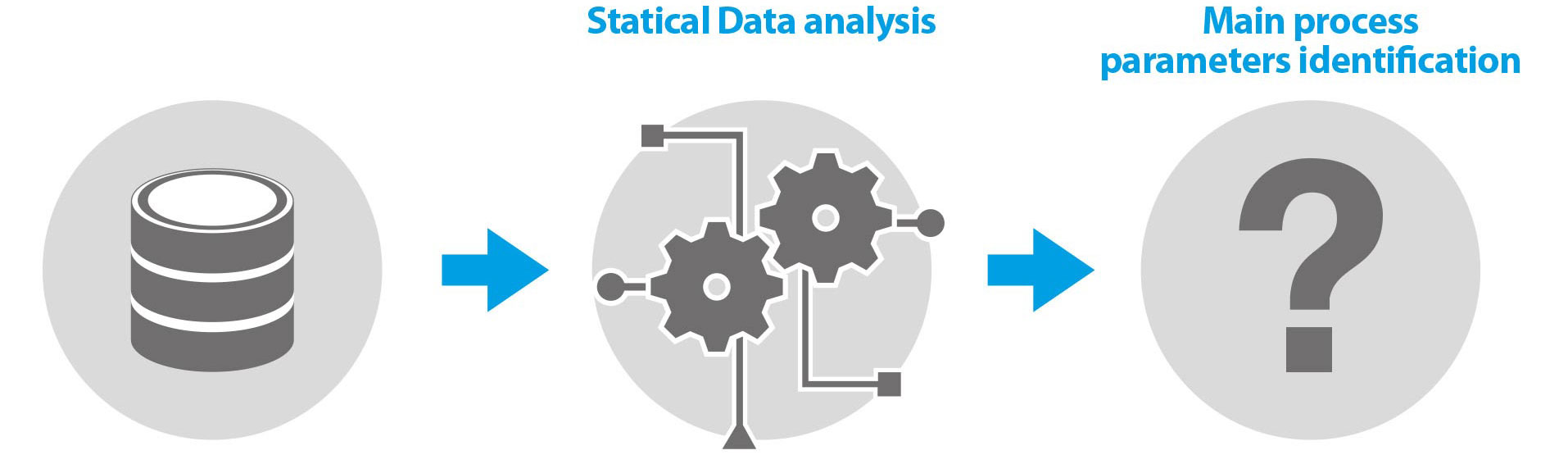
The Big Data approach has the purpose to analyze measurements and data to learn the optimal process behavior, in particular:
1. Identify the key process parameters that most affect the final results in terms of:
- Correlation between HE data measurements (gob and parison data, IR measures, …)
- Geometrical characteristics of containers (weight, shape, verticality, etc.)
- Glass thickness distribution
- Major defects
2. Find out the optimal correlation between HE and CE data and measurements
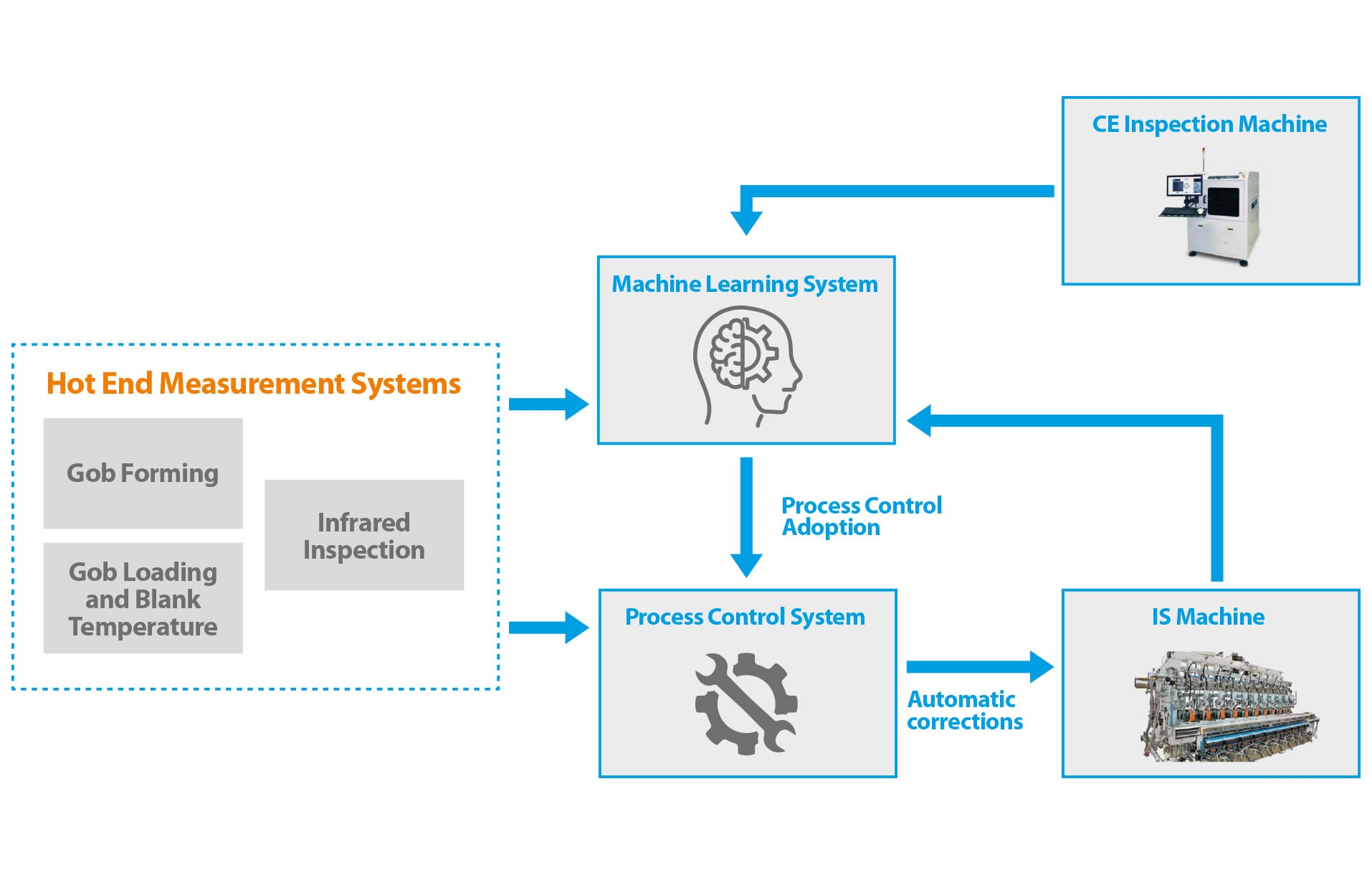
Machine Learning: definition of the process model
The Process Control system receives as input HE data and implements automatic corrections to the settings of the IS machine, according to the parameters of the correlation model coming from the Big Data Analysis.As soon as CE measurements are available, the Machine Learning box adjusts and optimizes such model parameters according to the dynamic characteristics of the operational environment.